Precise Beam Aiming
Direct the narrow beam with up to 10° flexibility toward bin outlet or vessel bottom with an adjustable mounting flange.
The BinMaster LL-100 laser level sensor is a non-contact device designed for continuous level measurement, plugged chute detection, and buildup monitoring in vessels up to 160 feet tall.
Its less-than-1° beam angle makes it ideal for narrow silos, constrained spaces, and applications where the signal must be aimed precisely to avoid structure, corrugation, or vessel walls.
The LL-100 is well-suited for low-dust bulk solids, pellets, granular materials, and opaque liquids. It provides fast updates, high accuracy, and precise targeting for operations that need dependable inventory control in difficult-to-reach vessels.

The LL-100 is designed for applications where a very narrow beam and precise aiming are more important than broad-beam measurement technologies.
The LL-100 sends laser pulses toward the material surface and measures the time it takes for the reflected signal to return. That time-of-flight data is processed by the sensor’s firmware and converted into a precise distance measurement. The measured distance is then used to determine the level inside the silo, hopper, chute, or tank.
Because the beam is extremely narrow, the LL-100 can be aimed at a specific target point such as the discharge outlet, bottom of a hopper, or a clear path between internal structures. The sensor firmware also compensates for angled mounting, so the reported distance remains accurate.

Laser level measurement is best suited for applications where precise aiming is critical and where the environment is relatively clean. Often utilized for:
Typical applications include chutes, hoppers, crushers, restricted process equipment, inventory monitoring in low-dust solids storage, and liquid tanks with vapor or pressure conditions.
The LL-100 should not be used in dusty environments. BinMaster specifically positions its laser technology for low-dust vessels and bulk solids applications.
In heavy dust conditions, technologies like 80 GHz radar or 3D acoustic scanners are generally better suited.
Precise Beam Aiming
Direct the narrow beam with up to 10° flexibility toward bin outlet or vessel bottom with an adjustable mounting flange.
Fast, Accurate Measurement
Rapid level updates at eight readings per second; LL-100 remains accurate within ±1 inch regardless of surface angle, slope, texture, or color.
Easy Field Configuration
Set up & configure lasers via USB port. No need to empty bin. Use for powering and viewing status when field power is unavailable.
Reduced Maintenance
Integrated still-air barrier helps minimize dust interference with optics; optional air purge keeps lens clean for reliable operation.

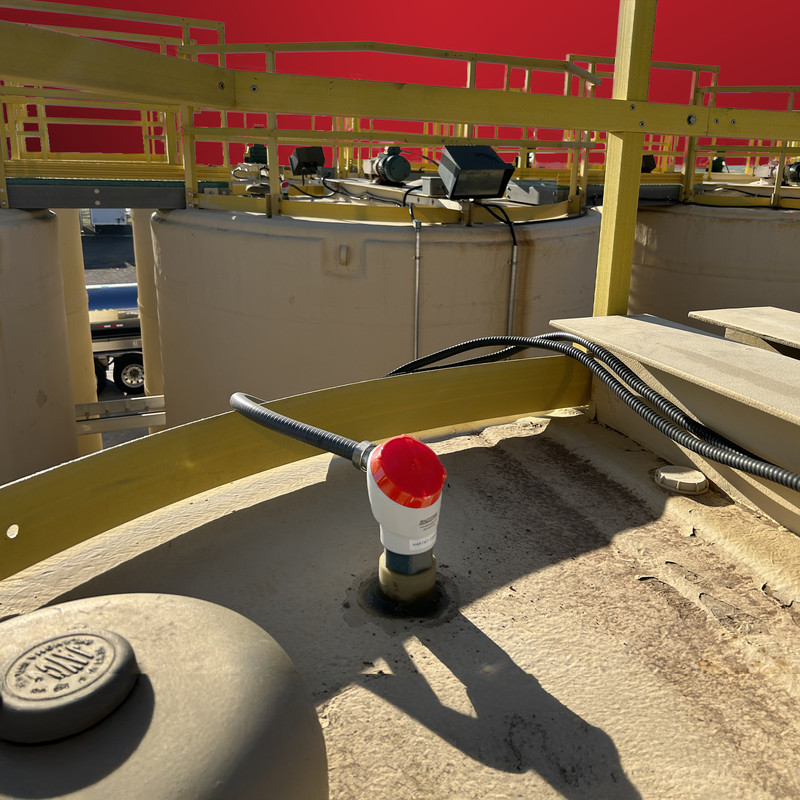
The LL-100 can be installed through a 2.5-inch process connection or a 4-inch flange connection on the roof of a silo.
It can also be mounted inside the vessel on a bracket above the measured material.
The adjustable flange allows the installer to loosen the clamp ring, aim the sensor body at the desired point, and tighten it in place.

The LL-100 requires 24 VDC input power and provides a 4–20 mA output for integration into monitoring and control systems.
Full and empty parameters are set using the analog output setup and USB configuration tools, allowing the sensor to be commissioned in the field with minimal complexity.
The LL-100 is used in many industries where the vessel environment is relatively low in dust and the application benefits from a highly focused beam.
Mining crushers & mineral storage, including aggregates and ores
Agriculture inventory: grains, animal feed, seed, and fertilizers
Processing environments including pulp, paper, chemicals, and foods
Industries using pellet materials: plastics, biomass, and power plants
Low-dust bulk solids, pellets, and granular materials
Any operation where opaque liquids must be measured and managed
Reliable plugged chute detection to prevent bulk material overflows
Monitoring buildup in process equipment, such as in hoppers
| Specification | LL-100 |
|---|---|
| Range | 1 ft.–160 ft. (0.3 m–50 m) |
| Resolution | 10 mm |
| Accuracy | 1 standard deviation = 1 inch (2.5 cm) |
| Update Rate | 8 readings per second |
| Output | 4-20 mA NAMUR |
| Filling Rate | 0.01 to 100 m/min. |
| Power Supply | 24 VDC nominal (12-28 VDC) |
| Communication | USB 115200 baud 8-N-1 |
| Operating Temperature | -4°F to 160°F (-20°C to 50°C) |
| Electrical Connection | M16 x 1.5 cable gland |
| Enclosure Rating | IP66 |
| Air Purge | 1/8" BSP option |
| Housing Material | Anodized aluminum |
| Lens Material | Impact-resistance acrylic |
| Beam Divergence to Half Power Points | Less than 1° |
| Laser Safety Classification | Class 1M |
| Caution | Do not view laser directly with optical instruments |

Both laser level sensors and radar level sensors provide non-contact measurement for bulk solids and liquids.
However, each technology performs best in different environments and vessel conditions. Choose laser sensors when:
The LL-100 laser sensor’s tight beam angle allows operators to direct the measurement exactly where needed, making it ideal for confined spaces, narrow silos, crushers, and chutes.
Laser sensors are ideal for precise targeting in clean environments, while radar sensors are better suited for dusty, extreme industrial conditions.
80 GHz radar sensors are often preferred for dusty solids storage, as radar waves penetrate dust more effectively than optical technologies.
By offering both technologies, BinMaster helps operators select the most reliable solution for their specific application and process environment.